
From gear hobbing to gear grinding, each process is meticulously dissected to highlight its significance in the manufacturing landscape.
Gear hobbing, for instance, emerges as a preferred method for finishing hardened gears and worm wheels, offering a pathway to achieve stringent accuracy standards.
Similarly, gear shaving is explored as a crucial operation to fine-tune gear profiles, correcting errors and enhancing precision before heat treatment.
The following processes are being used for finishing the gear. Tooth parameters.
1. Gear Hobbing
2. Gear Shaving
3. Lapping/Hard Cutting
4. Gear Grinding
Depending on the types of Gear, and accuracy requirements, we need to select the appropriate process.
Gear Hobbing
The gear hobbing process is being used as a finishing operation for hardened gears & Worm wheels.
For some of the applications, customers want Spur/Helical gears to be manufactured/finished through the hobbing process itself. In these cases, with the hardness of 300-320BHN gears can be hobbed by using AAA class carbide cutters to achieve DIN 7/8 Class of accuracy.
Worm wheels gear tooth profile finished by the hobbing process. By using appropriate worm hob cutters with the correct module can be selected for gear cutting. Since worm wheel material is used as PB2Z, We can maintain a surface roughness of 0.8 microns.


Lapping

The lapping process followed for the spiral bevel gear /straight bevel gear manufacturing process. Lapping process used for case-hardened bevel gears.
This process can improve active tooth profile finish and tooth contact location, provided that gears do not have excessive errors during soft cutting or high distortions in heat treatment. Sometimes overlapping will do more harm for bevel gears.
Hard Cutting
The hard-cutting process is used for spiral bevel gears. This process followed as a finishing process after heat treatment. CBN tools are used for hard cutting to improve productivity and accuracy.
A properly controlled process, starting from the design concept, good bevel generators, hard cutting tools, including sharpening fixtures, special machines, and a trained workforce, are a must for successful bevel hard cutting.
In the Bevel hard cutting process, gear teeth flanks are finished by removing the soft or rough teeth cutting. This process is similar to teeth grinding, with almost all operations remaining the same, with the exception of tooth grinding, which is replaced by hard cutting.[/one_half]
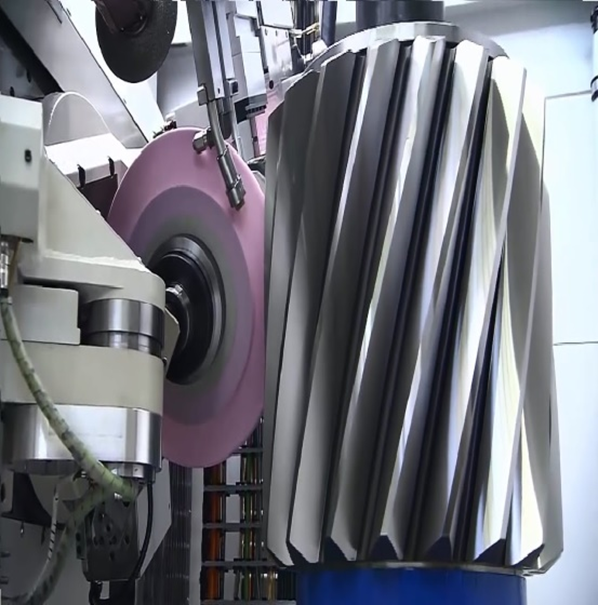
Gear Grinding
The gear grinding process is the most accurate method of finishing gear teeth.
This method is slower and more expensive, but it gives the highest quality gears.
Abrasive grinding wheels of a particular shape and geometry are used for finishing gear teeth.
There are two basic methods for the gear grinding process. Form grinding and generation grinding.
Form Grinding
This is very similar to machining gear teeth by a single disc type form milling cutter, where the grinding wheel is dressed to the form that is exactly required on the gear.
The gear to be finished is mounted and reciprocated under the grinding wheel.
The teeth are finished one by one and after one tooth is finished, the blank is indexed to the next tooth space as in the form milling operation. The need for indexing makes the process slow and less accurate.
Generation Method
In this method, gear teeth generation by one or multi-toothed rack cutter. The single or multi-ribbed rotating grinding wheel is reciprocated along the gear teeth. For finishing large gear teeth, a pair of thin dish-type grinding wheels are used. However, the contacting surfaces of the wheels are made to behave as the two flanks of the virtual rack tooth.
Usually, gear grinding is performed after a gear has been cut and heat-treated to a high hardness.
Teeth made by grinding are usually those of fine pitch, where the amount of metal removed is much less.
Conclusion
We need to select the appropriate gear-finishing processes based on the type of gears to be finished, expected accuracy levels, Material used, hardness observed etc.
For spur and helical gears, if we go for the gear grinding process we can get the highest accuracy level of DIN2, Which is required for aerospace and defence applications.

The Author
C Selvaraj, has four decades of experience in the field of gears and gearbox manufacturing, as well as servicing of gearboxes.
We are India’s first and only multifaceted Web Platform catering to Indian Gear Manufacturers & Gear related Industries.
![]()





